Whether the mounting is correct has direct influence on the precision, life and performance of bearings. Therefore, design and assembly department should conduct adequate research on bearing mounting. The bearing should be mounted according to right and scientific operation standard. The process flow can be as follows:
1. Clean up bearing and relevant components
2. Check dimension and precision of relevant components
3. Mounting operation
4. Inspection after mounting
5. Replenishment of lubricants
The packaging of bearing will only be removed when we need to mount it. Ordinary grease lubrication bearing and oil lubrication bearing do not need cleaning. However, for instrument use or high speed application, anti-corrosion oil needs to be removed using a clean detergent oil. After the removal of the anti-corrosion oil, bearings should not be left for a long time because they rust easily. Yet shielded/sealed bearing can be used directly without cleaning.
The mounting method of bearing varies with bearing structure, fitting and working conditions. If shaft rotates, the inner ring need to adopt interference fit. For bearing with cylindrical bore, press tool for mounting or expand bearing by heating are preferred. Bearing with tapered bore is mounted directly on tapering shaft or use sleeves for mounting. Clearance fit is often applied to the housing. For bearings in which the outer rings is interference fit, press tool is used for mounting or shrink fit method is applied. Anti-corrosion measure should be taken in situations where ice is used as coolant in shrink fit method because the moisture in the atmosphere adheres to bearings.
Mounting of bearing with cylindrical bore
Press fitting
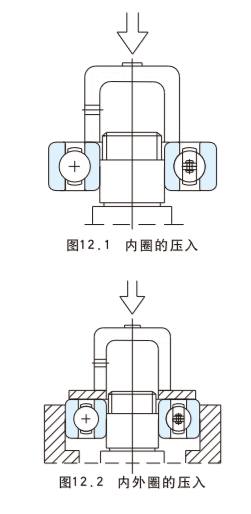
Small bearings can be mounted by a mounting tool placed on the inner ring as shown is Fig. 12.1. After the spacer is placed on end face of inner ring, bearing is slowly pressed on the shaft until the side of the inner ring rests against the shoulder of the shaft. The mounting tool must not be placed on the outer ring for press mounting, since the bearing maybe damaged.
Before mounting, applying oil to the fitting surface is recommended. The mounting method using a hammer should only be used by adding spacers on the inner ring. However this method causes bearing damage easily, so it is only applicable to bearing with small interference instead of medium and large bearings with large interference.
When both inner ring and outer ring of non-separable bearings (such as deep groove ball bearing) require interference fit, a mounting spacer should be placed on both rings as shown in Fig. 12.2. Since the outer ring of self-aligning ball bearings are prone to deflect, a mounting tool should always be used for mounting them.
In the case of separable bearings (such as cylindrical roller bearings and tapered roller bearings) the inner ring and outer ring maybe mounted separately, and then alignment of both parts should be done carefully, or forced assembly may cause scratches on the rolling contact surface.
Shrink fitting
Since press fitting for large bearings requires a large force, shrink fitting is widely used. The bearings are first heated in oil tank or oven to expand them before mounting. This method prevents an excessive force from being imposed on the bearings and allows mounting in a short time. The heating temperature of bearings are determined by size, interference required for mounting etc. The precautions are as follows: generally, the heating temperature does not exceed 100℃, i.e. 80℃~90℃ is good; seals deformation, second tempering and grease leakage will happen if the temperature goes over-high.
When heating bearing, it is preferred to use metal nets or a lifting device and 20℃ to 30℃ higher than the lowest temperature required for mounting to prevent inner rings from being cooled and hard to mount. After mounting, the bearings will shrink in the width direction while cooling, so shaft nut or other locating methods should be used to fix the inner ring and shaft shoulder tightly.
Besides heating in oil, electromagnetic induction or oven heating are widely used.
For electromagnetic induction heaters, electricity in a coil produces a magnetic field that induces a current inside the bearing that generates heat. Consequently, heating evenly in a short time is possible, making bearing shrink fitting efficient and clean.
In the case of relatively frequent mounting and dismounting such as cylindrical roller bearings for roll necks of rolling mills and for railway journal boxes, induction heating should be used for mounting and dismounting inner rings.
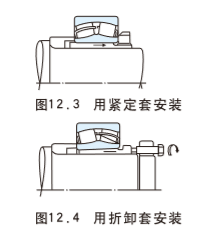
Mounting of bearings with tapered bore
Bearings with tapered bores are mounted on the tapered shaft or on cylindrical shafts with adapters and withdrawal sleeves, as shown in Figure 12.3, 12.4.
Large spherical roller bearings are mostly mounted by using hydraulic pressure. Spherical roller bearings should be mounted while checking their clearance reduction at the same time. When a large bearing is mounted on a shaft, the outer ring may be deformed into an oval shape by its own weight. If the clearance is measured at the lowest part of the deformed bearing, the value may be bigger than the true value. If an incorrect radial internal clearance is obtained in this manner, then the interference fit may become too big and the true residual clearance may become too small.
When a self-aligning ball bearing is mounted on a shaft with an adapter, be sure that the residual clearance does not become too small. Sufficient clearance for easy alignment of the outer ring must be allowed.